
汽车结构件孔位和尺寸偏差自动化检测
汽车结构件孔位和尺寸偏差自动化检测
一、案例导读
传统的异形结构件检测主要依靠于卡规来测量,而大尺寸的异形结构件使用卡规并不能满足测量要求,所以需要使用划线法完成对大型异形件的测量,但是无论卡规还是划线法人为干预的因素过大,难免会有一些较大的误差,而且非常耗费时间。
因此,某汽车厂商在进行大尺寸异形汽车结构的孔位和尺寸偏差检测时,提出了对汽车结构件孔位和尺寸偏差自动化检测系统的一些需求,如需要得到汽车结构件孔位的位置度结果和尺寸偏差结果,能实现自动化检测减少人工的参与,并且要求测量精度达到0.05mm,扫描工件长度约3米,检测工时小于等于5分钟。
针对客户的需求,雅翼科技提供一套汽车结构孔位和尺寸偏差自动化检测系统的解决方案,其主要解决大尺寸异形结构件的自动化检测,主要采用激光扫描仪,光学追踪仪,UR10协作机器人,结合检测控制软件和测量分析软件实现大尺寸异形结构件(含曲面、孔位)的高精度自动化检测。
二、解决方案
汽车结构件孔位和尺寸偏差自动化检测系统其基本原理是,利用三维激光扫描仪记录被测物体表面大量的密集的点的三维坐标、反射率和纹理等信息,可快速复建出被测目标的三维模型及线、面、体等各种图件数据。利用协作机器人搭载三维激光扫描仪实现扫描的自动化,利用光学追踪仪保证扫描精度,再通过数据比对软件比对出扫描结果与标准结果的公差实现大尺寸异形结构件孔位和尺寸偏差的自动化检测,并且检测精度可达到0.03mm,检测工时约3分钟,相比于传统检测方法,其自动化程度,检测效率和检测精度均有较大提高。
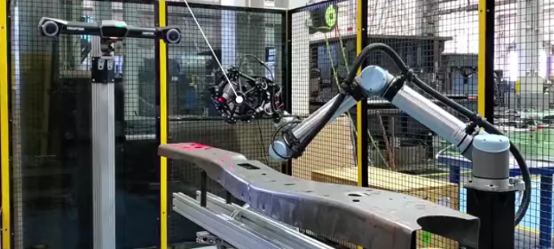
图1汽车结构件孔位和尺寸偏差自动化检测
系统具有以下特点:
自动化扫描:传统三维视觉检测技术只能实现人工手持扫描仪去手动扫描。本系统推出采用协作机器人搭载三维激光扫描仪的检测方法,可实现自动化扫描技术,节省大量人力与扫描时间。
高精度检测:由于传统卡规与划线法都是通过用肉眼去观察判断,所以误差难免过大,对于孔位的偏差很难依靠肉眼判断,造成大量的返工费用与时间,汽车结构件孔位和尺寸偏差自动化检测系统采用三维激光扫描仪与光学追踪仪,精度可达0.03mm。
方便快捷的扫描任务:该系统带有检测控制软件,可以集成三维激光扫描仪、光学追踪仪与UR10协作机器人,实现了一键式扫描,不用依靠工作人员使用示教器控制机器人,真正的实现了扫描任务的自动化,并且方便快捷高效。
汽车结构孔位与尺寸偏差自动化检测系统区别于传统的尺寸测量和位置测量方法,其运用的数字图像测量方式结合三维激光扫描仪与光学追踪仪的光学变形测量,可提供三维的尺寸与位置测量结果。测量范围可以适用从几公分到四米左右的测量范围,测量过程方便、快捷、自动化,且对测量环境和测量零部件的材料及几何形状没有任何限制,同时保证了检测的精度。
扫码关注我们
电话:0512-66377750
地址:江苏省苏州市吴中机器人产业园

